
Se trata de un proceso por el cual, a través de una fuerza aplicada de forma lineal en la superficie del material metálico, se logra doblar en un ángulo específico. Es una tarea que necesita gran precisión, ya que suele ser un proceso previo para otros posteriores.
Por este motivo, realizar esta tarea de forma correcta es muy importante. De la misma manera conocer cómo se compone una plegadora y sus características. En este post iremos desarrollando estas y otras cuestiones respecto del plegado.
¿Cómo funciona el sistema de plegado de chapa y cuáles son sus beneficios respecto de otros métodos?
Si bien es un método por el cual se obtienen resultados prolijos y precisos, no es un proceso complicado ni suele producir dificultades. En el caso de las plegadoras hidráulicas (las de mayor uso) se coloca la chapa entre el punzón y la matriz. La segunda ejerce una presión progresiva sobre la tercera. De esta manera, la chapa toma la forma deseada en función de la fuerza que se aplique.
Al momento de realizar un pliegue sobre un metal, existen diferentes métodos. Algunos más rudimentarios que otros. Sin duda, usar una plegadora es la mejor alternativa, sobre todo si se trata de un doblez rectilíneo.
Esta máquina, al estar diseñada específicamente para tal propósito ofrece ciertas ventajas por sobre otras.
Por ejemplo, en comparación con “cortar y soldar”, ya que no deja viruta ni se pierde la elasticidad del material. Además de ello, realizaremos en un solo paso, lo que con soldadura haremos en dos. Sin embargo, las plegadoras (dependiendo del modelo) cuentan con un límite de fuerza y por ende un espesor máximo de chapa factible de plegar.
Otra de las formas de obtener un doblez, es calentando el material y ejerciendo una fuerza para plegar. Este método, al modificar la estructura molecular de la chapa, hace que pierdas sus propiedades elásticas. De esta forma, puede producir una pérdida de resistencia y quebrarse sobre el sector calentado. Pero por sobre todas las cosas, no logrará un pliegue preciso, tanto en el ángulo deseado como en el recorrido.
¿Cómo se compone una plegadora hidráulica? ¿Existen otros tipos de plegadoras?
Como mencionamos antes, es una máquina con un propósito bastante específico, además de sencilla de operar. Es además un artefacto con una composición simple y cuenta con pocos elementos. Estos varían de acuerdo al tipo de plegadora. Sin embargo, podemos distinguir los siguientes:
- Estructura. Contiene a los demás componentes y posee todos los soportes para la colocación de los diferentes accesorios, como también la mecánica y electrónica necesaria.
- Base de apoyo. Es aquí donde la chapa se mantiene antes de ser doblada.
- Punzón. Es el objeto que ejerce la fuerza sobre la chapa. Suele ubicarse en la parte móvil de la estructura.
- Matriz. Este elemento se fija a la estructura y le da forma al pliego. Se coloca de forma enfrentada al punzón. Existen diferentes formas de matriz, cada máquina suele poseer varias de ellas.
Las partes nombradas corresponden a una plegadora de movimiento rectilíneo. Este tipo de máquina es el más utilizado en la industria, ya que se utiliza junto a una prensa hidráulica y puede obtenerse diversos resultados dependiendo de la matriz que se use. Esto permite una mayor diversidad en los resultados y el aumento de la automatización de los procesos.

Sin embargo, existe otro tipo de plegadora. La cual se caracteriza por doblar la chapa a través de un movimiento rotativo. Un pisón lineal (puede ser hidráulico) sujeta la hoja de metal, mientras que una herramienta la obliga a girar en una trayectoria curva, doblando de esta manera el voladizo de la chapa.
¿Por qué las matrices que pliegan a 90 grados no están en ángulo recto?
La elasticidad es una propiedad mecánica de ciertos materiales sólidos. Los cuales, luego de sufrir deformaciones tienden a recuperar la forma original, siempre y cuando, las fuerzas que originaron este cambio se eliminen. El metal es uno de los materiales con estas características.
Debido a ello, la forma de la matriz debe compensar la recuperación elástica a la que tiende el material una vez doblado. Es decir que, si se usara una matriz de 90 grados, el plegado quedaría en ángulo obtuso.
Una solución para esto, es utilizar una matriz con un ángulo más cerrado. Otra forma de resolverlo es estirando el material o realizando un rebaje en la línea donde se ejercerá la presión de forma posterior.
Tipos de plegado
Si bien existen tantos o más resultados del plegado como matrices disponibles, podemos definir dos formas de realización. Estas dependerán de la penetración del punzón en el material. Veamos de qué se trata.
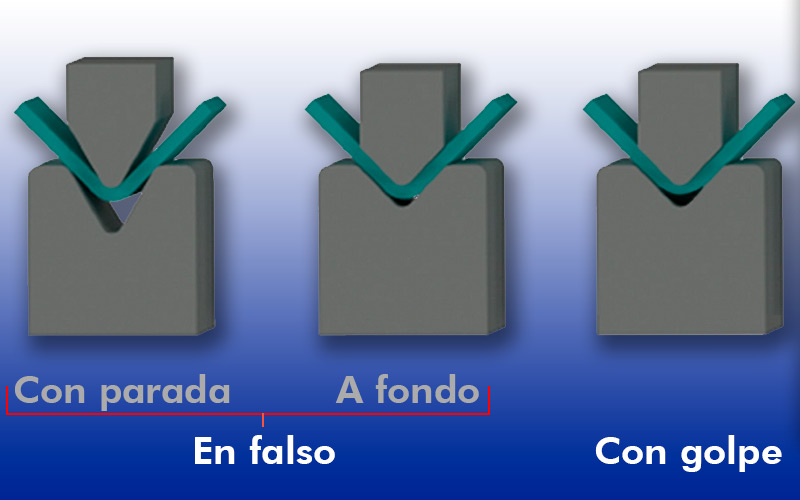
Plegado en falso
Esta forma de plegado se caracteriza porque el punzón no penetra en la chapa. Esto significa que la hoja no pierde su espesor. Suele ser la manera más utilizada, ya que además de esta virtud, se necesita un tonelaje más bajo para lograr el resultado. Adicionalmente, podemos distinguir dos formas de realizarlo.
El primero es “a fondo”, deteniendo el punzón en el punto exacto donde la chapa entra en contacto con las paredes de la matriz. El segundo es “con parada” “plegado al aire” o “plegado parcial”. En este tipo la chapa entra en contacto con tres puntos de la plegadora, dos de la matriz y uno del punzón. De esta forma se pueden obtener un gran número de ángulos como resultado.
Plegado con golpe
En este tipo de plegado, el punzón ejerce una mayor fuerza sobre la chapa, lo que produce un estiramiento sobre la línea de pliego. Esto además disminuye el espesor en dicho sector. Sin embargo, esto permite obtener una gran precisión en los ángulos resultantes.
Se recomienda este método para chapas con espesores considerables, siempre y cuando la máquina lo permita, debido a que se necesita un mayor tonelaje de fuerza.
Consejos
Para finalizar esta entrada, queremos dejar algunos consejos para lograr un plegado exitoso. Además de seguir las tablas de plegado, que vienen incluidas en la máquina, es necesario que la hoja no sufra ningún movimiento anormal durante el doblado.
También debes tener en consideración que no todas las chapas son iguales. Incluso si son de un mismo fabricante, las mismas suelen venir con una disparidad del 10% de tolerancia. Esta diferencia de espesor puede provocar que no todos los pliegos sean iguales. En este sentido, las chapas laminadas en frío suelen ser más precisas.
Las hojas “no lisas”, es decir, las etriadas o lagrimadas poseen patrones que dificultan el plegado. Este problema crece si además se necesitan contraplegados. Cuanto mayores son los dibujos, menos precisión se obtendrá, tanto en el ángulo como en la línea de plegado. Para un mejor resultado, se recomienda el tipo de plegado “a fondo”.
El sentido de laminación es uno de los factores más importantes a la hora del doblez. Dependiendo si una hoja se debe plegar en el sentido contrario a las fibras o no, será el resultado. En general, se recomienda doblar en sentido opuesto al del laminado, ya que se reduce la posibilidad de grietas en el Angulo exterior.